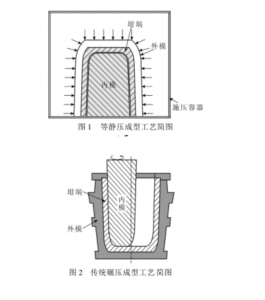
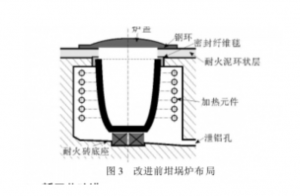
Графит тигель өндірісі изостатикалық престеу технологиясының пайда болуымен айтарлықтай дамып, оны дүние жүзінде ең озық техника ретінде белгіледі. Дәстүрлі ұрып-соғу әдістерімен салыстырғанда изостатикалық престеу біркелкі текстурасы, жоғары тығыздығы, энергия тиімділігі және тотығуға төзімділігі жоғары тигельдерге әкеледі. Қалыптау кезінде жоғары қысымды қолдану тигельдің құрылымын айтарлықтай жақсартады, кеуектілігін төмендетеді және кейіннен 1-суретте көрсетілгендей жылу өткізгіштігі мен коррозияға төзімділігін арттырады. Изостатикалық ортада тигельдің әрбір бөлігі біркелкі қалыптау қысымын бастан кешіріп, материалдың тұтастығын қамтамасыз етеді. Бұл әдіс, 2-суретте көрсетілгендей, тигель өнімділігін айтарлықтай жақсартуға әкеліп соғатын дәстүрлі ұру процесінен асып түседі.
1. Мәселе туралы мәлімдеме
Алюминий қорытпасынан жасалған оқшаулағыш кедергісі бар сым тигельді графитті тигельдерді пайдаланатын, қызмет ету мерзімі шамамен 45 күн болатын пеш контекстінде алаңдаушылық туындайды. Бар болғаны 20 күн қолданғаннан кейін тигельдің сыртқы бетіндегі микрожарықтармен бірге жүретін жылу өткізгіштіктің айтарлықтай төмендеуі байқалады. Пайдаланудың кейінгі кезеңдерінде жылу өткізгіштіктің қатты төмендеуі байқалады, бұл тигельді дерлік өткізбейтін етеді. Сонымен қатар, көптеген беткі жарықтар пайда болады және тотығу салдарынан тигельдің жоғарғы жағында түс өзгереді.
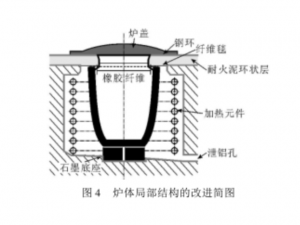
Тигельді пешті тексерген кезде, 3-суретте көрсетілгендей, қабатталған отқа төзімді кірпіштен тұратын негіз пайдаланылады, қарсылық сымының ең төменгі қыздырғыш элементі негізден 100 мм жоғары орналасқан. Тигельдің үстіңгі жағы асбест талшығынан жасалған көрпелердің көмегімен тығыздалған, ол сыртқы жиегінен шамамен 50 мм қашықтықта орналасқан, тигельдің үстіңгі жағының ішкі жиегінде айтарлықтай қажалу бар.
2. Жаңа технологиялық жетілдірулер
1-жетілдіру: изостатикалық пресстелген сазды графит тигельді қабылдау (төмен температурада тотығуға төзімді глазурьмен)
Бұл тигельді пайдалану оның алюминий қорытпасының оқшаулау пештерінде қолданылуын, әсіресе тотығуға төзімділігі тұрғысынан айтарлықтай арттырады. Графит тигельдері әдетте 400 ℃ жоғары температурада тотығады, ал алюминий қорытпасынан жасалған пештердің оқшаулау температурасы 650 және 700 ℃ аралығында болады. Төмен температурада тотығуға төзімді глазурьі бар тигельдер 600 ℃ жоғары температурада тотығу процесін тиімді түрде баяулатады, ұзақ уақыт тамаша жылу өткізгіштігін қамтамасыз етеді. Сонымен бірге ол тотығуға байланысты беріктіктің төмендеуіне жол бермейді, тигельдің қызмет ету мерзімін ұзартады.
Жақсарту 2: Тигель сияқты материалдың графитін пайдаланатын пеш негізі
4-суретте көрсетілгендей, тигельмен бірдей материалдан жасалған графит негізін пайдалану қыздыру процесінде тигель түбінің біркелкі қызуын қамтамасыз етеді. Бұл біркелкі емес қыздырудан туындаған температура градиенттерін жұмсартады және біркелкі емес астыңғы жылыту нәтижесінде пайда болатын жарықтар үрдісін азайтады. Арнайы графит негізі сонымен қатар тигельді оның түбімен теңестіретін және кернеуден туындаған сынықтарды азайтатын тұрақты қолдауға кепілдік береді.
3-жетілдіру: пештің жергілікті құрылымдық жақсартулары (4-сурет)
- Пеш қақпағының жақсартылған ішкі жиегі тигельдің үстіңгі жағында тозуды тиімді болдырмайды және пештің тығыздалуын айтарлықтай жақсартады.
- Қарсылық сымның тигель түбімен бір деңгейде болуын қамтамасыз ету, түбінің жеткілікті жылытуына кепілдік береді.
- Үстіңгі талшықты төсеніш тығыздағыштарының тигельді қыздыруға әсерін азайту, тигельдің жоғарғы жағында тиісті жылытуды қамтамасыз ету және төмен температурадағы тотығу әсерін азайту.
4-жетілдіру: Тигельді пайдалану процестерін тазарту
Қолданар алдында, ылғалды кетіру үшін тигельді пеште 200 ℃ төмен температурада 1-2 сағат бойы алдын ала қыздырыңыз. Алдын ала қыздырғаннан кейін температураны 850-900 ℃ дейін жылдам көтеріңіз, осы температура диапазонында тотығуды азайту үшін 300-600 ℃ арасында тұру уақытын азайтыңыз. Содан кейін температураны жұмыс температурасына дейін төмендетіңіз және қалыпты жұмыс істеу үшін алюминий сұйық материалын енгізіңіз.
Тазарту агенттерінің тигельдерге коррозиялық әсерлеріне байланысты дұрыс пайдалану хаттамаларын орындаңыз. Қожды жүйелі түрде алып тастау өте маңызды және тигель ыстық болған кезде орындалуы керек, өйткені әйтпесе қожды тазалау қиынға соғады. Тигельдің жылу өткізгіштігін және тигель қабырғаларында қартаюдың болуын мұқият бақылау пайдаланудың кейінгі кезеңдерінде өте маңызды. Қажетсіз энергия шығынын және алюминий сұйықтығының ағып кетуін болдырмау үшін уақытылы ауыстыру қажет.
3. Жақсарту нәтижелері
Жақсартылған тигельдің ұзартылған қызмет ету мерзімі назар аударарлық, ол ұзақ уақыт бойы жылу өткізгіштігін сақтайды, бетінде ешқандай жарықтар байқалмайды. Пайдаланушы кері байланысы өндіріс шығындарын азайтып қана қоймай, сонымен қатар өндіріс тиімділігін айтарлықтай арттыра отырып, жақсартылған өнімділікті көрсетеді.
4. Қорытынды
- Изостатикалық пресстелген сазды графитті тигельдер өнімділігі бойынша дәстүрлі тигельдерден асып түседі.
- Оңтайлы өнімділік үшін пештің құрылымы тигельдің өлшемі мен құрылымына сәйкес келуі керек.
- Тигельді дұрыс пайдалану оның қызмет ету мерзімін едәуір ұзартады, өндіріс шығындарын тиімді басқарады.
Тигельді пеш технологиясын мұқият зерттеу және оңтайландыру арқылы жақсартылған өнімділік пен қызмет ету мерзімі өндіріс тиімділігін арттыруға және шығындарды үнемдеуге айтарлықтай ықпал етеді.
Жіберу уақыты: 24 желтоқсан 2023 ж